大型磨機換襯板機械手研究現狀
發布時間: 2017/6/2 15:20:55
大型磨機換襯板機械手研究現狀
作為礦石選煉加工的關鍵設備,承擔各類礦石粉碎處理的磨機裝備直接影響整個生產循環的作業效率和經濟運行水平。在國外,從20世紀 60 年代就已著手開發大型磨機,我國自 20 世紀 80 年代以來在大型銅礦山選廠的設計中也普遍采用大型磨機。為了不斷提高其工作效率和運營質量,除了傳統的磨機設備自身性能不斷提升以外,越來越多的企業更加關注磨機作業系統在全部生產周期的綜合效能,其中一項重要措施是縮短必要的維修保養時間。因此,延長磨機襯板的使用壽命,襯板大型化成為一種趨勢。但是更換磨機襯板卻耗費了大部分的停機時間。特別是大型磨機,襯板多且重量大,以人工、葫蘆加卷揚的方式已無法適應換襯板的需要,要花費很多時間和大量的人力,而且還極不安全。伴隨而來的磨機襯板機械手也應運而生,并成為磨機襯板更換維修保養工作中的重要必備設備。所以,換襯板機械手就成為大型磨機必須配備的輔助設備。
1 國內外換襯板機械手的發展和應用
自 20 世紀 60 年代末美國明尼蘇達州的 PaR 公司開始從事大型磨機換襯板機械手的研究至今,世界上許多國家的有色和黑色金屬礦山選礦廠已經實現了磨機換襯板的機械化作業。美國、前蘇聯、芬蘭、澳大利亞等國的研究人員在此過程中取得了大量的成果,申報了多項專利,并己開發生產出了系列產品,以適應各種不同類型和規格的磨機。無論是球磨機、棒磨機,還是自磨機或半自磨機,大多都有相適應的不同類型的換襯板機械手為其服務。而這些設備也是依磨機類型、筒體直徑和長度、入口直徑的大小、最大的襯板質量以及磨機周圍的環境而專門設計的。在國外,2001 年換襯板機械手可以滿足磨機的最大筒體直徑達 11.6 m,磨機最大長度 12.2 m,抓吊襯板最大質量達 3 636 kg。澳大利亞 RME 公司近期已生產出了抓吊襯板質量達4 545 kg 的磨機換襯板機械手 (見圖 1)。目前,美國 PaR 公司和澳大利亞 RME 公司是世界上比較出名的換襯機械手生產公司,生產的換襯板機械手均已形成系列,從抓吊襯板質量 1 000~5 000 kg 各種型號均可生產。隨著換襯板機械化的發展,適應中小型磨機的換襯板設備也日趨完善并得到推廣。美國 PaR 公司在 20 世紀 80 年代研制出的 MLH-130 型換襯板機械手可適用于最小筒體直徑 2.75 m、入口直徑 0.61 m 的磨機,而且,這類機械手的換襯板效率更高。


圖1 應用于美國礦山的七軸磨機換襯板機械手
通過換襯板機械化來減少非運轉工時取得了明顯效果。早在 1979 年的明尼蘇達礦業設備年會上即顯示出,換襯板機械手的使用可使磨機的非運轉工時減少 46%,而美國漢納礦業公司的使用記錄證實這種減少可達 45% ~ 50%,并減少了勞動力。
在國內,換襯板機械化自 20 世紀 80 年代開始起步,現在德興銅礦、永平銅礦等幾家大型露天礦山在引進大型磨機的同時引進了數臺換襯板機械手。南昌有色冶金設計研究院在換襯板機械手消化引進工作中取得了成功的經驗。20 世紀 80 年代末,他們在消化從美國PaR公司引進的 “MLH-240 磨機換襯板機械手” 的基礎上,設計出了 XJJ-5 型磨機換襯板機械手。1989 年 4 月在柳州冶金機械廠完成試制,同年在德興銅礦泗洲選廠φ 5.03×4.6 m 磨機上進行了工業性試驗。 從1989 年4 月~1991 年 1 月共進行了三次換襯板作業,試驗證明使用換襯板機械手作業,每班工人可從 25 人減為 15 人,而且節省了換襯板時間,磨機每減少一天的停機,可增效益 16 萬元。
現代大型換襯板機械手絕大多數都采用全液壓驅動,采用液壓和電器控制,動作靈活,安全可靠。它至少能完成八個動作:即橫梁的伸縮、吊臂的同步或順序伸縮、吊臂的變幅 (上下俯仰)、動臂的回轉、頭部抓具抓爪機構鉤取襯板、使被抓取的襯板回轉 (轉角大小視襯板安裝位置而定)、抓具使襯板在垂直平面內轉動 (傾斜)、抓具使襯板在橫向平面內轉動 (傾斜)。
2 換襯板機械手設備的構成及結構特點
典型的換襯板機械手由抓具、吊臂、回轉支承臺、支承橫梁、襯板運輸滾道、機座、液壓系統和操縱及控制系統組成,如圖 2 所示。

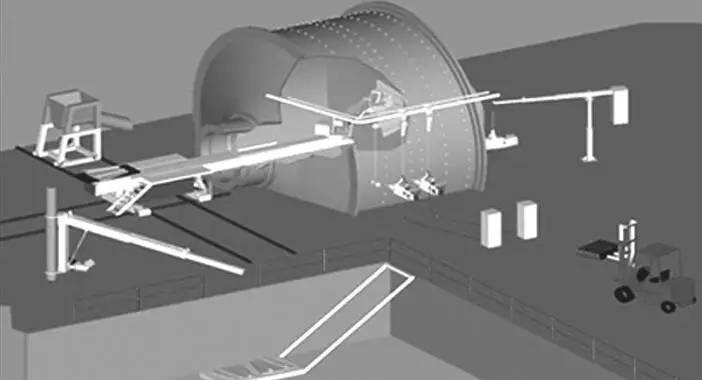
圖2 換襯板機械手
2.1 抓具
換襯板機械手的抓具是直接抓取襯板的主要工作部件。通常由抓具橫向平面轉動機構、垂直平面轉動機構和襯板架三部分組成,它們之間兩兩鉸接,襯板架既能轉動又能使抓爪伸縮,且架上有襯板靠模和襯板最大轉角限位裝置。當前被認為比較先進的襯板架,是一種靠模環拉式襯板架,這種襯板架由一個液壓缸帶動它的兩個動作。它的不同之處在于吊鉤通過高強度的鏈環與液壓缸桿頭固定,液壓缸下端鉸接,環鏈繞過一個滑輪。當液壓缸活塞全部伸出時,鏈鉤呈自由懸掛狀態,可以使吊鉤方便地鉤入襯板上的吊環,而無需吊臂的準確定位,當活塞桿縮回時,襯板被吊起與襯板架相靠緊,液壓缸再進一步收縮時,使襯板向上翻轉直至理想的安放位置,架上的一個限位裝置控制襯板的最大翻轉角度。當襯板送達并靠緊到最終安裝位置后,吊鉤可慢慢放松并銷上螺栓。抓具上的襯板架可以很方便地更換,以適應各種形狀的襯板。因為使用方便,被較多地應用在中小型換襯板機械手上。
中型和大型換襯板機械手的抓具至少應能完成4個動作,即襯板抓取 (夾持法已很少使用,當前多采用可伸縮銷裝置使銷插入襯板的特制孔中)、襯板翻轉、襯板在橫向平面內 (傾斜) 及在垂直平面內的轉動。完成上述動作主要有以下幾種驅動方式:① 襯板縱向和橫向轉動機構分別用兩個液壓缸驅動,襯板抓取機構用一個雙活塞桿雙向液壓缸驅動,襯板架翻轉用一個液壓缸驅動;② 襯板縱向和橫向轉動機構分別用擺動液壓缸驅動,襯板抓取與翻轉驅動方式同前;③ 襯板縱向轉動機構的轉動以擺動液壓缸驅動,橫向平面轉動機構的轉動是用液壓馬達驅動小齒輪沿回轉軸承齒圈轉動完成,襯板的抓取與翻轉驅動方式同前;④ 襯板的縱向和橫向轉動機構分別用兩個液壓缸或擺動液壓缸驅動,襯板抓取和翻轉用同一個液壓缸牽動環鏈的放、收來完成。
2.2 吊臂
吊臂是由一根基本臂,或由幾根相互套裝在一起并分別以液壓缸或液壓缸與鋼絲繩聯合驅動的箱形臂桿構成。一般由兩節臂桿或三節臂桿構成,基本臂根部用水平心軸鉸接在回轉臺上,在二節臂或三節臂的頭部裝有抓具,臂桿的俯仰 (變幅) 由兩個分別鉸支在回轉臺和基本臂上的液壓缸驅動。吊臂既可實現在筒體內的俯仰、伸縮,又可在個筒體內回轉,再配以抓具的轉動與翻轉動作,可以自如地將襯板抓到磨機內的每一個部位進行換襯板工作。吊臂的俯仰角度一般為±30°,回轉角度為±360°。
2.3 支承橫梁
支承橫梁是換襯板機械手的重要連接部件,工作時一端與機座相連,另一端通過回轉裝置與吊臂相連。支承橫梁也是經常可以拆裝的部件,為方便放置和維護,支承橫梁與其上的回轉臺、吊臂等一起被吊離機座,需要換襯板或移位其它磨機時又可吊裝在機座上,被支承在機座滾輪上并卡牢后,可以采用隨機座行走、自行行走或人推等方式伸入筒體內部。
支承橫梁通常為箱形懸臂式結構,長度較長,其結構尺寸主要受筒口直徑、長度、橫梁與回轉臺及吊臂組合在一起的截面尺寸的控制。一般支承橫梁的寬度比高度大得多,長度又比寬度大得多。支承橫梁通過滾輪等支承在機座上,工作時由驅動裝置 (液壓缸或通過液壓泵驅動減速箱帶動鏈輪上的鏈條) 驅動伸入磨機筒體內。支承橫梁上放有運送襯板的小車或設有滾道。
支承橫梁有單根的和兩根相互套裝的2種,套裝橫梁的內梁可作伸縮運動,吊臂回轉平臺裝在可伸縮支承橫梁上。
2.4 機座及機座類型
機座是整個換襯板機械手的骨架,機械手的各種機構均由機座支承,在其上部兩側還設有操作走臺,在機座的框架內設有液壓泵站、電器設備、減速器、電控裝置等。機座在工作時由于橫梁懸臂較長而受到很大的傾翻力矩作用,所以被設計成有一定的質量和較大的外形,并設有防傾翻拉緊裝置。
機座主要有以下類型:
(1) 吊裝固定式 由吊車吊至工作位置,通過地腳螺栓牢牢固定于地基上。
(2) 地面自行式 自行式機架分為輪胎式和履帶式兩種,如圖 3 所示。輪胎行走機架設有液壓缸支承的行走輪 (不充氣膠輪) 和液壓馬達驅動的驅動輪,由存放地走至工作位置后,液壓缸卸荷放至地面并被固定。


圖3 自行式換襯板機械手機架
(3) 地軌行走式 機構與地面行走式相同,只是為了降低摩擦力,行走平穩,不破壞地面而加設軌道,車輪也須用鋼輪。
(4) 梁吊行走式 整個機體懸于軌道梁上,工作時由存放位置取出,并被固定于磨機處。
(5) 外掛固定式 長期固定懸掛于磨機孔口外的上方,用時放下固定牢。
2.5 液壓系統
換襯板機械手液壓系統的組成和控制與汽車吊大體相當,并無特殊之處。
3 換襯板機械手的操作
磨機換襯板機械手的性能度量是基于 “磨機換襯板周期” 概念的基礎上。磨機換襯板周期如下:① 拆除磨損襯板,包括拆除螺母和螺栓;② 清理磨損襯板 (包括磨機內外);③ 裝修新襯板;④ 微調尺寸和鎖定過程。
此 “周期” 反復進行,直到磨機襯板完全更換。
使用換襯板機械手對磨機進行換襯板作業無需卸去筒內鋼球,也不必排空礦石,只要礦石和鋼球面低于磨機孔口下沿 300 mm 左右即可作業。磨機停止運轉制動定位,移去給料或排料溜槽,使換襯板機械手吊裝或自行走近工作位置,將機座固牢于地面后,開動支承橫梁進入磨機筒體內的工作位置,即可進行換襯板作業。拆下的舊襯板只需用掛在抓具頭部的鏈鉤吊上小車送出筒外,新襯板用小車推入筒內,用抓具鉤牢后翻轉一個角度,送達安裝位置再經過上下左右調整角度后將其就位,插入螺栓,在筒體外由工人操縱風動搬手固定。新襯板通常是沿筒體水平線一層層裝換,視襯板尺寸的大小,每換裝約 3~4 層,通過磨機微拖動裝置將筒體轉動相應角度后制動,換襯板繼續進行。筒體轉動時橫梁不必退出,出于安全考慮,人員必須全部撤出筒體。
磨損襯板更換時,通常采用快速彈力無后坐力錘敲打,如圖 4 所示。實踐表明,無后坐力氣動錘性能可比原來提高 2 倍。

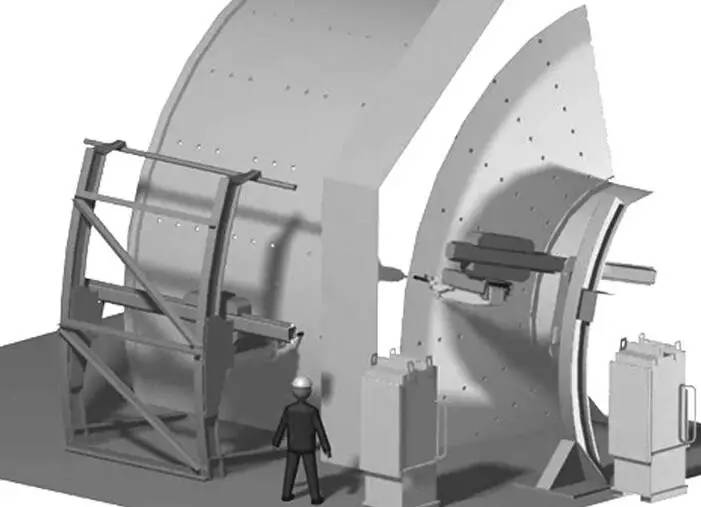
圖4 快速彈力無后坐力氣動錘的應用
4 大型磨機雙臂換襯板系統
為進一步提高大型磨機換襯板機械手的作業效率,RME 研制了雙臂換襯板系統,如圖 5 所示。雙臂換襯板系統是指在同一橫梁上安裝兩個完全獨立操作且彼此臨近的換襯板機構。工作中的一側換襯板機構不影響另一機構的作業。例如,當更換襯板時,一個機構由于舉升磨損的襯板引起偏轉,而不影響以毫米精度置換新襯板的另一機構。實踐證明,大型半自動磨機采用 RME 的雙磨機換襯板系統能使更換襯板速度提高一倍。
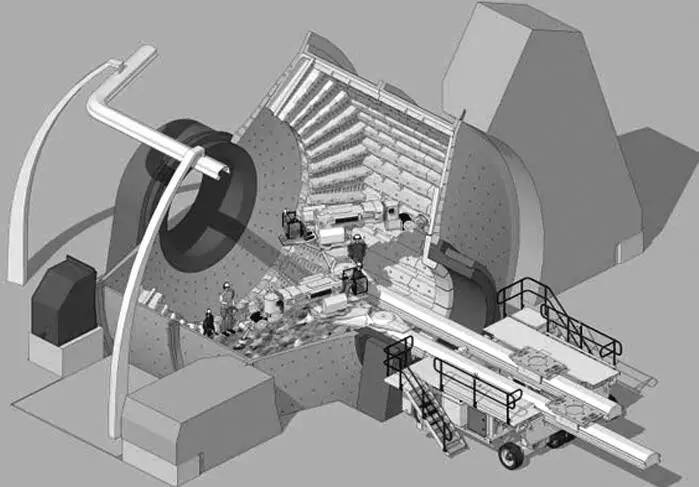
圖5 雙臂換襯板系統
5 結語
隨著磨機向大型化方向發展,機械化換襯板是選礦廠提高生產效率的有效途徑。換襯板機械手將不再是簡陋的選礦設備輔助作業機具,而將成為一種重要的高技術裝備。采用機電液一體化技術,通過創新設計開發的機器人化襯板更換裝備具有廣闊的市場前景。